
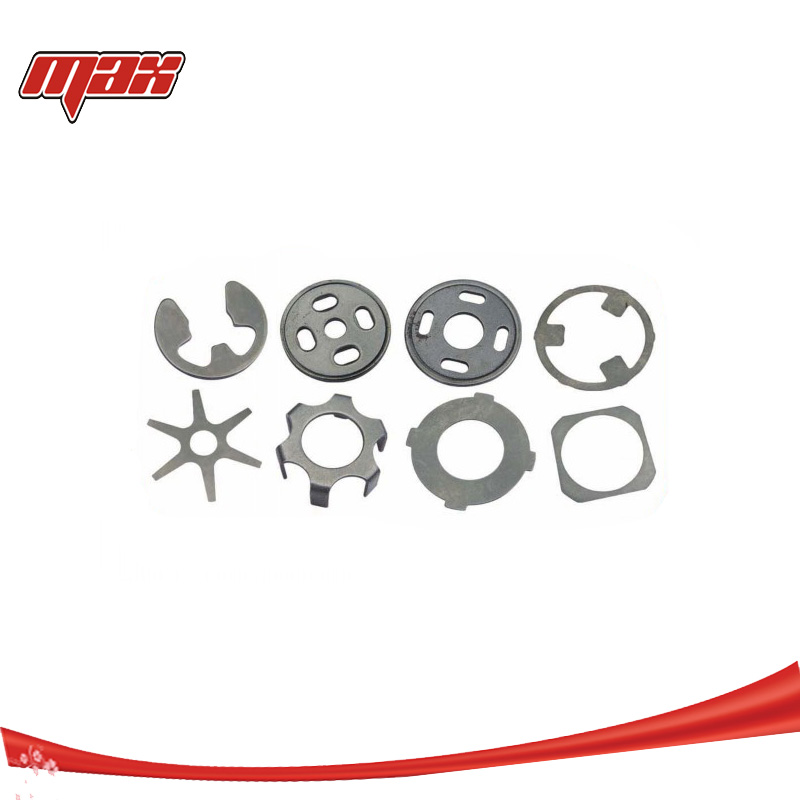
Базавы клапан з парашковай металічнай спечанай дэталі для амартызатара









Асаблівасці прадукту:
Поршань і ніжні клапан у асноўным забяспечваюць амартызацыю амартызатара, а накіроўвалая штока - у асноўным накіроўвалая для руху штока поршня.
Макс Аўто - вядучы вытворца энергетычнай металургііспечаныя часткі, у асноўным выкарыстоўваецца для кампанентаў амартызатара .
Тэхналагічны працэс: змешванне парашка - фармаванне - спяканне - ачыстка - апрацоўка парай - гнуткая прэс-ўтулка - праверка знешняга выгляду, упакоўка
Змешванне парашка: парашок Fe – C – Cu праз сіта высокай шчыльнасці для выдалення прымешак, аўтаматычная машына для змешвання на 360 °, якая круціцца больш за 4 гадзіны, раўнамерна змешвае матэрыял
Ліццё: прэцызійная форма з аўтаматычным гідраўлічным прэсам з ЧПУ, каб гарантаваць, што шчыльнасць усіх дэталяў адпавядае патрабаванням працэсу пасля прэсавання.
Спяканне: прадукт кантралюецца сеткаватай істужачнай печчу для спякання, якая забяспечвае адпаведнасць механічных уласцівасцей і цвёрдасці вырабаў тэхнічным патрабаванням.
Апусканне ў алей: змесціце прадукт у ёмістасць высокага ціску, каб алей магло цалкам пранікнуць у поры прадукту і пазбегнуць іржы ў наступным цыкле.
Пластык: прэцызійная форма з цалкам аўтаматычным гідраўлічным прэсам з ЧПУ, шчыльнасць прадукту і механічныя ўласцівасці дадаткова паляпшаюцца пасля прэсавання, а памеры адпавядаюць патрабаванням чарцяжа.
Механічная апрацоўка: апрацоўка адтуліны, пазы і іншых дэталей вырабу.
Ачыстка: сеткаваты пояс выкарыстоўвае ультрагукавую ачышчальную машыну для выдалення забруджванняў і жалезных пілавін.
Апрацоўка парай: прадукт апрацоўваецца парай у электрычнай печы, што паляпшае механічныя ўласцівасці прадукту, а павярхоўны пласт акіслення дапамагае прадухіліць іржу.
Упакоўка: поршань пакрываецца цалкам аўтаматычнай машынай з лікавым кіраваннем, якая ахоплівае змазачны пояс з ПТФЭ.
Прэс-ўтулка: заціснута ва ўтулку DU.
Праверка знешняга выгляду, упакоўка.
Спецыфікацыя:
| Падрабязная інфармацыя аб прадукце | |
| Назва прадукту | Спеченная дэталь з парашковага металу для амартызатара |
| Матэрыял | (MPIF 35) FC-0205 (DIN 30910-4) Sint C10, Fe, баланс, Cu 1,5-3,9%, C 0,3-0,6% |
| Шчыльнасць | 6,4-6,9 г/см3 пасля акіслення парай |
| Цвёрдасць | 60-115 HRB, нагрузка 1 кН, дыяметр шара 1/16″ |
| Апрацоўка паверхняў | Акісленне парай, 2 гадзіны, Fe3O4: 0,004-0,005 мм, ступень акіслення 2-4% |
| Неакрэсленая талерантнасць | ISO 2768 – m / H14, h14, +- IT14/2 |
| Знешні выгляд | Адсутнасць абсыпання, расколін, адслойванняў, пустэч, рыхласці, вылучэнняў металу і іншых дэфектаў. |
| Паток працэсу | Змешванне парашка – Фармаванне – Спяканне – Насычэнне алеем – Праклейванне - Ультрагукавая ачыстка – Аксідаванне парай – Насычэнне алеем – Канчатковае агляд – (+ DP4 ўтулка / +PTFE стужка) Упакоўка |
| Ужыванне | Для аўтамабільных, матацыклетных і веласіпедных амартызатараў |
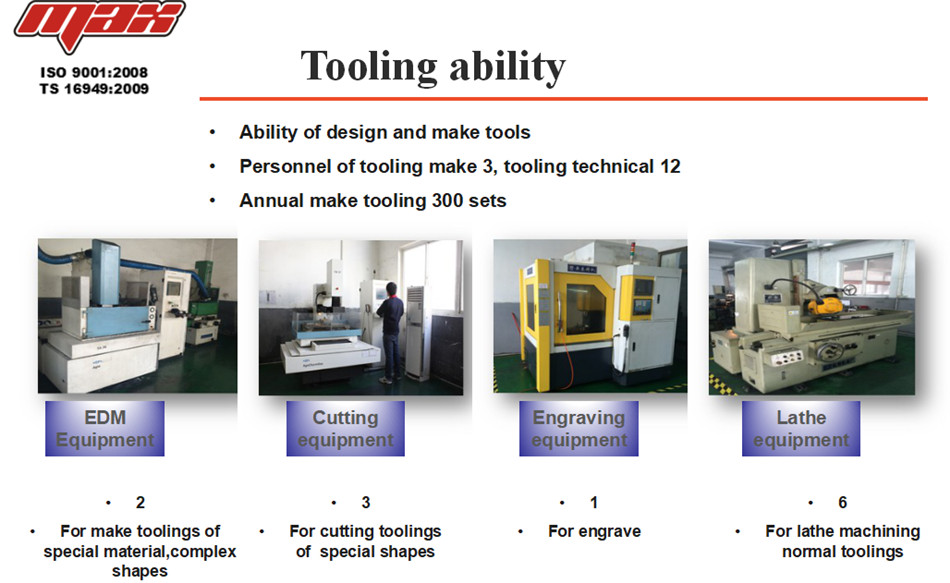
| Нашы перавагі: | 1. Больш за цяперашнія 3000 формаў, зэканоміць кошт формы 2. Сертыфікат ISO/TS 16949:2009 3.Канкурэнтаздольная цана 4.Строгі кантроль якасці APQP、FEMA、MSA、PPAP、SPC |
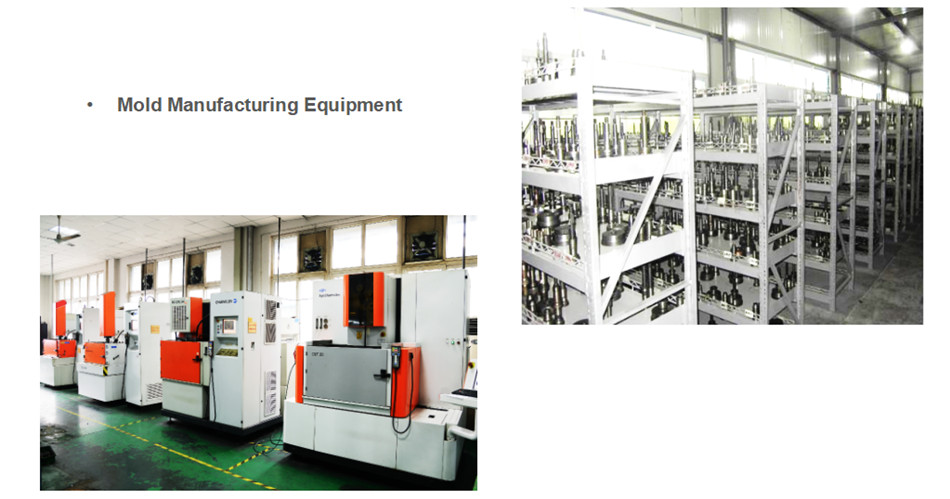
Вытворчыя магутнасці



Абследаванне аб'ектаў


Катэгорыі тавараў
-
Індывідуальныя тонкія плоскія шайбы з нержавеючай сталі
-

Toyota AE101, Corolla, VIOS, рэгуляванне вышыні кузава...
-

Бясшвовыя трубы CDW/ERW/Халоднакатаная хромаплаціна...
-

Апрацоўка нітрадам QPQ сталёвы матэрыял супраць іржы ...
-

861412023A OEM амартызатар па добрай цане аўто п...
-

Парашковыя металургічныя дэталі амартызатараў (поршань,...





